
Pipe Conveyor belt
A pipe conveyor belt is a type of conveyor belt that forms a tubular shape to enclose and transport materials.
Pipe conveyor belts provide a secure, environmentally friendly, and efficient way to transport materials, especially in situations where protection of the material and the environment is a priority.

Table Of Contents For This Page
It is not easy to introduce all aspects of custom wood, so we have prepared a lot of information on this page for you to delve into. To make sure you can find the information you want quickly, we have prepared this content directory that will jump to the corresponding location when you click on it.
Pipe belt Applications
Pipe conveyor belts have a wide range of applications across various industries due to their enclosed transport system design. Here are some typical applications:
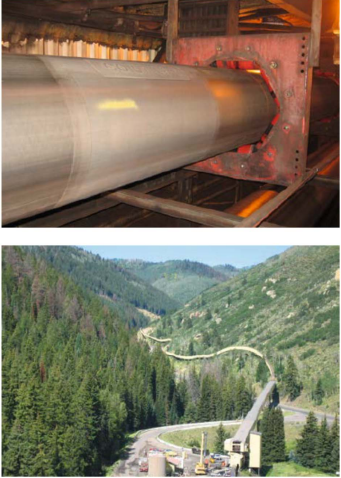
Mining Industry: For the transport of minerals, coal, and overburden. The enclosed design minimizes environmental pollution and is ideal for handling dusty or fine materials.
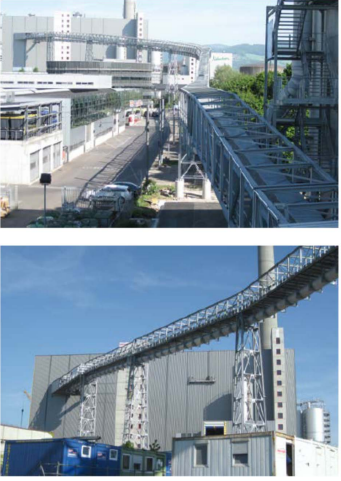
Cement Plants: To move raw materials like limestone, clinker, and cement. The belts can navigate complex routes from the quarry to the plant.
Power Plants: For handling coal and ash. The enclosed system helps in complying with environmental regulations by reducing dust emissions.
Chemical Industry: To transport chemicals, fertilizers, and other bulk materials that might be hazardous if leaked.
Ports and Terminals: For loading and unloading ships with materials like grains, ores, and other bulk commodities. They help in reducing material loss and contamination.
Steel Plants: To carry raw materials like iron ore, sinter, coke, and pellets. The pipe belt’s ability to maintain material integrity is crucial here.
Food Industry: Especially for sugar, grains, and other food products where hygiene is critical and contamination needs to be avoided.
Paper and Pulp Industry: For wood chips, pulp, and paper products, offering a clean mode of transport.
Manufacturing: For moving parts and materials within factories, especially where the material needs protection from external elements.
Environmental Projects: In waste treatment plants or for transporting materials in sensitive ecological areas, the pipe belt’s closed transport is essential.
Agricultural Industry: For moving grain, feed, and fertilizers, protecting them from moisture and contaminants.
Pipe belt classification
Pipe conveyor belts can be classified based on several criteria, such as the material of construction, tensile strength, application, and specific design features. Here’s a breakdown of these classifications:

Material of Construction
- Fabric pipe belt / Tublar belt
- Steel cord pipe belt / Tublar belt
- Fabric Pipe Belts: Made from layers of fabric such as polyester, nylon, or cotton. Suitable for lighter duties and lower tension applications.
- Steel Cord Pipe Belts: Incorporate steel cords for reinforcement. Used in high-tension applications, offering higher strength and durability.
Tensile Strength
- Low-Tension pipe belt / Tublar belt
- High-Tension pipe belt / Tublar belt
- Low-Tension Belts: Designed for light-duty applications where high strength is not a primary requirement.
- High-Tension Belts: Required for heavy-duty applications, particularly in mining and bulk material handling.
Application-Based Classification
- General Purpose pipe belt / Tublar belt
- Heat-Resistant pipe belt / Tublar belt
- Oil-Resistant pipe belt / Tublar belt
- Fair resistant pipe belt / Tublar belt
- General Purpose Belts: For standard material transport in various industries.
- Heat-Resistant Belts: Designed to withstand high temperatures, ideal for cement or steel plants.
- Oil-Resistant Belts: Used in industries where the materials can contain oils or chemicals that might degrade a standard belt.
- Fire-Resistant Belts: Essential in industries like mining, where there’s a risk of fire hazards.
Design Features
- Enclosed pipe belt / Tublar belt
- Non-Enclosed or Semi-Enclosed pipe belt / Tublar belt
- Enclosed Belts: Fully enclosed design, protecting the material from environmental elements.
- Non-Enclosed or Semi-Enclosed Belts: Partially enclosed, offering some protection but not completely sealing the material.
Specialty Belts
- Anti-Abrasive pipe belt / Tublar belt
- Chemical-Resistant pipe belt / Tublar belt
- Anti-Abrasive Belts: Designed to resist abrasion, ideal for handling rough materials.
- Chemical-Resistant Belts: For transporting chemicals or operating in chemically aggressive environments.
Diameter and Width
- Pipe Diameter: 150mm-850mm
- Belt width: 600mm-3100mm
- Classified based on the diameter formed when the belt is in the pipe form and the width of the belt when laid flat.
Belt Flexibility
- Standard Flexibility pipe belt / Tublar belt
- High-Flexibility pipe belt / Tublar belt
- Standard Flexibility: For regular routes with standard curves.
- High Flexibility: Designed for routes with sharp curves or complex routing.
Custom-Designed Belts
- Tailor-made according to specific operational needs, environmental conditions, or material-handling requirements.
Understanding the classification of pipe belts is crucial for selecting the right type of belt for specific industrial applications. Each classification addresses particular operational challenges and material handling requirements.
Pipe belt Structure
Pipe belt features
These features make pipe conveyor belts a preferred choice in industries such as mining, cement production, power plants, chemical processing, and many others where efficient, safe, and environmentally responsible material handling is required.

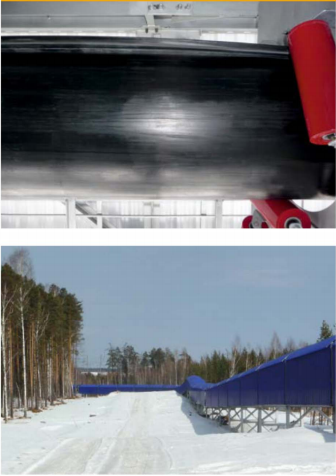
Enclosed Transport System: The belt forms a closed pipe shape to enclose the material being transported, protecting it from environmental elements and preventing spillage.
Reduced Environmental Impact: This enclosed design significantly reduces dust emissions and spillage of materials, making it an environmentally friendly option, especially for handling materials that are hazardous or prone to pollution.
Versatility in Material Handling: Pipe belts can handle a wide range of materials, including those that are abrasive, corrosive, or fine-grained, without the risk of material loss or contamination.
Flexible Routing: They can navigate tight curves and steep inclines, making them ideal for complex and space-constrained installations.
High Tensile Strength: The construction of pipe belts, often with fabric or steel cord reinforcements, gives them high tensile strength, making them suitable for long-distance and heavy-load transportation.
Low Maintenance and Operating Costs: The enclosed design protects the conveyor’s mechanical components from wear and tear, leading to reduced maintenance needs and lower operating costs.
Enhanced Safety: By enclosing the transported material, pipe belts reduce the risk of accidents caused by spillage. This makes them a safer option in many industrial contexts.
Long Service Life: Due to their durable construction and reduced exposure of mechanical components, pipe conveyor belts often have a longer service life compared to conventional conveyor belts.
Energy Efficiency: These belts can be more energy-efficient, especially in long-distance applications, due to reduced friction and improved load distribution.
Customization Options: Pipe conveyor belts can be customized in terms of size, material, and design to suit specific industry needs and operational requirements.

Pipe belt datas
These features make pipe conveyor belts a preferred choice in industries such as mining, cement production, power plants, chemical processing, and many others where efficient, safe, and environmentally responsible material handling is required.
Why choose MarsBelts?
Expertise and Experience: We have more than 15 years of experience, specialized knowledge, and successful past projects.
Quality of Products or Services: High-quality products and services, including reliability, durability, and performance, which might exceed industry standards.
Innovative Solutions: Provide added value and solve problems more effectively than traditional methods.
Customer-Centric Approach: Commitment to customer satisfaction, including personalized service, understanding client needs, and providing tailored solutions.
Competitive Pricing: Competitive pricing and cost-effectiveness without compromising on quality.
After-Sales Support and Service: We offer support services post-sale, like maintenance, technical support, and warranties, ensuring long-term client satisfaction.
- Compliance and Certifications
Positive Testimonials and Reviews: Testimonials from previous satisfied clients to build trust and credibility.
On-Time Delivery and Reliability: Track record of delivering projects on time and being reliable in meeting client expectations and deadlines.
Customization Capabilities: Offer customized solutions, It’s a benefit for clients who require tailored specifications for their projects.
Safety and Environmental Consciousness: Our commitment to safety in operations and environmental sustainability, which can be a key deciding factor for many clients today.
Global Reach or Local Expertise: Depending on our operation scale, either our global reach and resources or deep local market understanding and presence.
Strong Supply Chain and Network
Advantages over traditional conveyor belts
Enclosed Transport: The key feature of a pipe conveyor belt is its ability to enclose the material being transported, effectively protecting it from external elements like wind, rain, and environmental contaminants. This feature is particularly useful in sensitive environments and for transporting materials that can be affected by external conditions.
Reduced Spillage and Dust Generation: Since the material is completely enclosed, the risk of spillage and dust generation is greatly reduced. This makes pipe conveyor belts ideal for handling fine materials that can easily be dispersed into the air.
Flexible Routing: Pipe conveyor belts can negotiate tighter curves and steeper gradients than traditional flat belts. This flexibility allows for more complex and space-efficient routing, especially in challenging terrains or congested industrial areas.
Lower Maintenance: The enclosed design can lead to reduced maintenance costs. The conveyor’s components are protected from the transported material, reducing wear and tear.
Environmentally Friendly: With reduced spillage, dust generation, and impact on the surrounding environment, pipe conveyor belts are considered a more environmentally friendly option.
Versatility in Material Handling: They can handle a variety of materials, including those that are abrasive, hot, or tend to adhere to surfaces. This versatility makes them suitable for a wide range of industries.
Improved Safety: Enclosing the material reduces the risk of accidents and injuries related to material spillage, making the workplace safer.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}